









نقد و بررسی
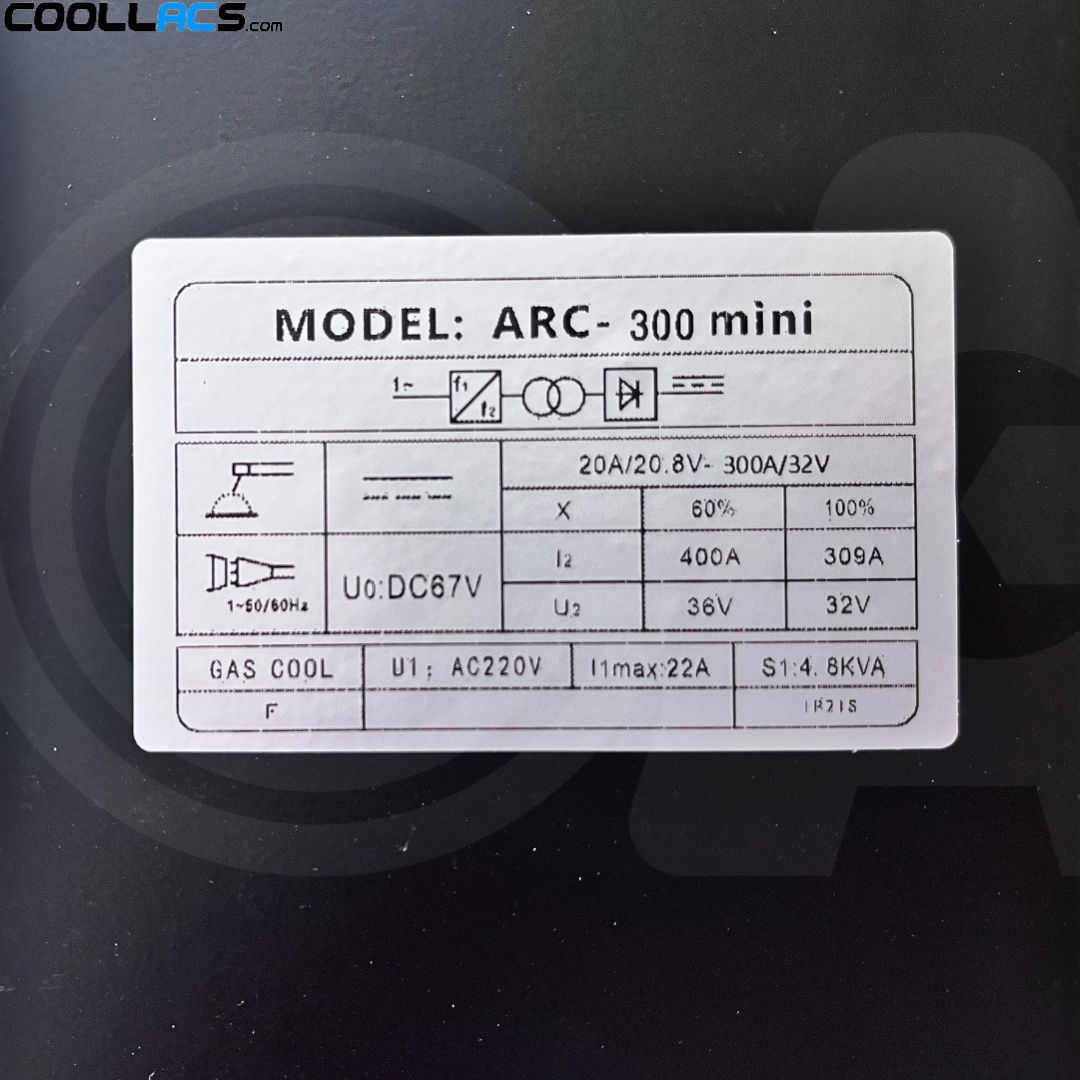
اینورتر جوشکاری 300آمپر مدل ARC-300 mini
۱- اهمیت آمپر جوشکاری در جوشکاری الکترودها تا چه اندازه است و بر چه اساس انتخاب می شود؟
قطر الکترود مصرفی و شرایط جوشکاری باید متناسب با جریان برق باشد در نتیجه با افزایش قطر الکترود جریان مصرفی نیز افرایش می یابد. دقت به میزان آمپری که شرکت سازنده الکترود راهنمایی کرده است بسیار لازم است. اما در صورت عدم دسترسی به جدول آمپر بطور کلی می توان گفت که عدد قطر الکترود با عدد آمپر بر حسب هزارم اینچ تقریبا برابر می شود.
به عوان مثال الکترودی با قطر ۲۵/۳ میلی متر که معادل یک هشتم اینچ یا ۱۲۵ اینچ است با جریان برقی معادل ۱۲۵ آمپر می تواند خوب کار کند. بنابراین دقت در این مسئله حائز اهمیت است چرا که تنظیم نامناسب آمپر جوشکاری با کاهش کیفیت جوش مشکلات زیادی را در جوشکاری بوجود می آورد.
اغلب جوشکاران آمپر جوش را برای افزایش سرعت جوشکاری بالا می برند که این امر باعث ایجاد مشکلاتی در فرآیند جوشکاری خواهد شد.
مشکلاتی که در صورت عدم انتخاب صحیح آمپر پیش می آید:
-
اگر آمپر جوشکاری بالاتر از نیاز انتخاب شود:
الف. با افزایش شدت سوختن الکترود، قسمت دوم الکترود نیز می سوزد و کیفیت جوشکاری افت می کند.
ب. پاشش حاصل از جوشکاری افزایش می یابد.
ج. باعث چسبنده تر شدن سرباره یا گل جوش می شود.
د. استحکام جوش به علت اینکه جوش از گرده مناسبی برخوردار نیست کاهش می یابد.
ر. جوش با سوختن منگز جوش ممکن است دچار ترک خوردگی شود.
ز. دود حاصله از جوشکاری افزایش می یابد.
روی آن تعبیه شده است. همچنین این محصول همراه کابل و انبر جوش و کابل و انبر اتصال و عینک جوشکاری برای محافظت چشم ارائه میشود.
-
اگر آمپر جوشکاری پایین تر از نیاز انتخاب شود:
الف. سطح جوش صاف و یکدست نمی شود
ب. عملیات جوشکاری با دشواری زیاد همراه خواهد بود.
ج. نوک الکترود به قطعه کار می چسبد
د. گرده جوش تشکیل شده زیاد می شود.
۲- با چه روشی می توان سلامت روکش الکترود را کنترل کرد؟
الکترود جوشکاری از نظر ظاهری باید عاری از آغشته بودن به مواد روغنی و چربی و رنگ باشد، عدم وجود خمیر اضافی، باید دارای روکش صاف و یکدست باشد، فاقد هر گونه ترک عرضی و طولی باشد، روکش دارای پریدگی/ف حفره های ریز و درشت یا له شدگی نشده باشد، همچنین استحکام الکترود باید مناسب باشد که همه این موارد را می توان از نظر ظاهری بررسی کرد.
۳-چرا در جوش ترک ایجاد می شود؟ آیا می توان از بوجود آمدن این مشکل جلوگیری کرد؟
در حین جوشکاری به دلایل زیادی ممکن است جوش دچار ترک شود که می توان به دلایل زیر اشاره کرد:
- زمانیکه جوشکار مهارت لازم را در ایجاد جوش یکدست و صاف نداشته باشد.
- انجام جوشکاری در شرایط دمایی نامناسب مثل هوای بسیار سرد و یا بارانی و هنگام وزش بادهای شدید باع کاهش کیفیت و استحام جوش به دلیل عدم پیشگرم قطعه کار می شود.
- توجه به آنالیز شیمیایی و خواص مکانیکی فلز پایه و انتخاب الکترود مناسب لازم است. به عنوان مثال زمانیکه فلز پایه دارای عنصری مانند گوگرد، فسفر و کربن بالایی باشد انتخاب الکترود نامناسب باعث کاهش کیفیت جوشکاری خواهد شد.
- عدم دقت در انتخاب نوع و سایز الکترود مصرفی با ضخامت فلز پایه باعث ایجاد ترک جوش خواهد شد.
- استفاده از شدت جریان نامناسب به ویژه شدت جریانی با آمپر بالا سبب سوختن عناصر آلیاژی شده و با پایین آمدن کیفیت جوش احتمال ترک خوردن جوش افزایش می یابد.
- قطعه ای که بر روی آن جوشکاری می شود باید عاری از هرگونه مواد روغنی و گریسی و … باشد. این کامل با کاهش کیفیت جوش. احتمال ترک خوردن جوش را بالا می برد.
- الکترود جوشکاری باید از مرغوبیت لازم برخوردار باشد. عدم توجه به این مورد نیز سبب ایجاد ترک خواهد شد.
- در فولادهای حساس به ترک مانند فولادهای پر کربن هیدروژن نفوذی در ترکیب با تنش های پسماند هنگام عملیات جوشکاری باعث ایجاد ترک خواهد شد. برای جلوگیری از این عامل استفاده از اقلام مصرفی کم هیدوژن مانند الکترودهای قلیایی توصیه می شود. همچنین با رعایت دمای بین پاسی و عملیات حرارتی و همچنین رعایت دستورالعمل های پیش گرم می توان در کنترل ترک هیدوژنی موفق بود.
۴- آیا الکترودهای مصرفی در جوشکاری دارای تاریخ انقضا هستند؟
شرایط نگهداری و انبارداری الکترود طبق استانداردهای تعریف شده تعیین کننده تاریخ انقضاء و یا فاسد شدن الکترود خواهد بود. روکش الکترود با جذب رطوبت خاصیت خود را از دست می دهد و باعث کاهش کیفیت جوشکاری می گردد. درنتیجه شرایط نگهداری الکترود تعیین کننده تاریخ مصرف الکترودها خواهند بود.
۵- قبل از جوشکاری در چه مواقعی باید قطعه کار را پیشگرم کرد؟
انجام پیشگرم قطعه کار باعث می شود سرعت سرد شدن در ناحیه جوش و ناحیه تحت تاثیر جوش می شود. از پارامترهایی که در تعیین دمای پیشگرم موثر است می توان به استحکام جوش، ضخامت قطعه کار، میزان هیدروژن فلز و مقدار عناصر آلیاژ اشاره کرد.
همچنین در مواردی که قطعه کار آغشته به چربی، گریس و روغن و … باشد و همچنین مرطوب و خیس باشد پیشگرم قطعه کار باید انجام شود. این کار بیشتر به وسیله المنت های الکتریکی و یا مشعل های حرارتی صورت می گیرد.
۶- دلیل طبقه بندی محصولات جوشکاری مطابق استاندارد AWS چیست؟
الکترودهای جوشکاری بر اساس استانداردهای EN . DIN . BS . AWS ، استاندارد ملی ایران ۸۷۱ و …. در کشورهای مختلف رایج است طبقه بندی می شوند. در صنایع ایران استانداردهای AWS آمریکا و DIN آلمان شناخته شده ترند و صنایع ایران از استانداردهای AWS آمریکا و DIN آلمان و استاندارد ملی ایران بیشتر استفاده می کند.
معمولاً در کتابچه های راهنمای تولید کنندگان الکترود جوشکاری مشاهده می شود که برای هر الکترود جوشکاری معادل آن در استانداردهای مختلف درج شده است.
۷- منظور از دمای بین پاسی چیست؟
دمای قطعه در ناحیه جوشکاری درست قبل از انجام پاس دوم و یا بین هر دو پاس متوالی را دمای بین پاسی می گویند. حداقل دمای بین پاسی در عمل اکثرا با دمای پیشگرم قطعه برابر است،
علت اهمیت دمای بین پاسی :
دمای بین پاسی همانند دمای پیشگرم از نظر تاثیر بر خواص مکانیکی و میکرو ساختار قطعه از اهمیت بالایی برخوردار است. برای نمونه استحکام کشش و تسلیم فلز جوش تابعی از دمای بین پاسی است.بطوریکه در دماهای بالای دمای بین پاسی استحکام فلز جوش کاهش می یابد. البته باید ذکر کرد بهبود خواص ضربه و تافنی جوش در داهای بین پاسی بالا اتفاق می افتد به شرطی که این دما بالاتر از ۲۶۰ درجه سانتیگراد نباشد که در این صورت نتیجه معکوس خواهد داشت.
دیدگاهی برای این محصول ثبت نشده است.
جهت درج دیدگاه وارد حساب کاربری خود شوید ورود به حساب کاربری